EXTRUSION PRESS
- Dummy Block
- Finish Cutting
- Final Cut Blade (With Automatic Length Measure)
- Stretcher
- Air and Water Cooling
- Die Heating Furnace – Die Annealing Furnace
- Conveyor
- Sleeve
- Plate Output Table
- Puller
- Hot Cut Billet Furnace
- Thermal Furnace
- Punch
STAMP
The punch press is the part that transmits the power of the master cylinder to the insert.
In the extrusion process, the main piston force is the axle which carries out the bi-directional printing by means of DummyBlock or Print Pulu.
The punching material must have high toughness and a homogeneous hardness. It is as efficient as the material used in heat treatment and quality in staple quality.
Special mechanical-metallurgical designs can be made according to the alloy characteristic of the extruded alloy.

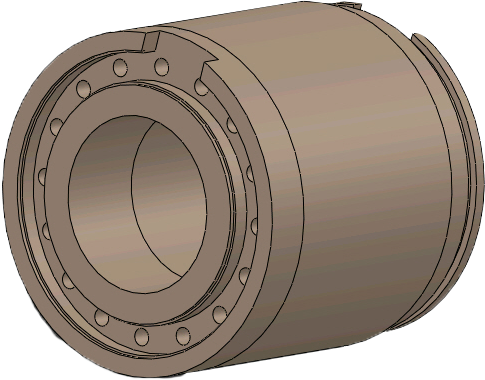
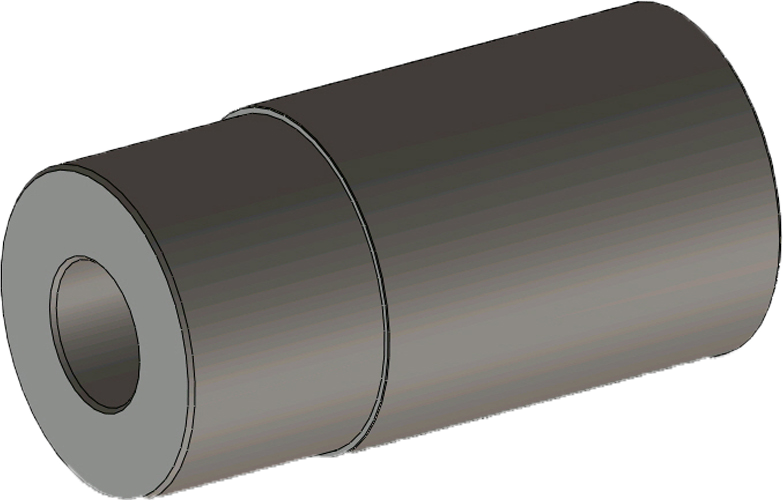
SLEEVE
Thousands of billets pass through an Aluminum extrusion press sleeve liner and core throughout its life cycle. Depending on the temperature and usage conditions, wear and tear occurs on these parts in the course of time. Below are the procedures to follow so that the sleeve liner and core have a long life cycle and protect their rigid structures:
- Selection of high-quality steel,
- Usage of modern heating systems,
- Material processing with high-technique.
The sleeve is the component which acts as a bearing for the billet when the aluminum goes under pressure in the Extrusion press. The sleeve must conserve the heat of the billet, as well as its own heat, throughout the pressure period. Hot work tool steels which are resistant to the heat exchange occurring during the process must be preferred. The material of the sleeve must be of high-toughness and resistant to thermal shocks. Feeding this characteristic feature of the material with the appropriate heat treatment method has a positive impact on the lifetime of the sleeve and of the core as well. The toughness of the steel used increases the ability of the bearing action, thus the swellings that might occur in the core are retarded. The sleeve material retards the factors (swelling-generating belly) affecting the life of the core to the extent that it fulfills its duty as a bearing. The heating technique and the temperature control are as important factors as the selection of the sleeve steel. When the details are examined and the optimum methods are applied, extension of the lifetime of the sleeve and core is not a coincidence.
When heating the sleeve, it should not be exposed to thermal shocks. Heating up with the PLC control system should be preferred primarily. Sudden rises in temperature and cooling down might cause starting of micro crack formations. This could be observed particularly in the critical mechanical sections and the diameter transition areas of the sleeve. Therefore, it is indispensable to heat up and cool down the sleeve in a controlled manner.
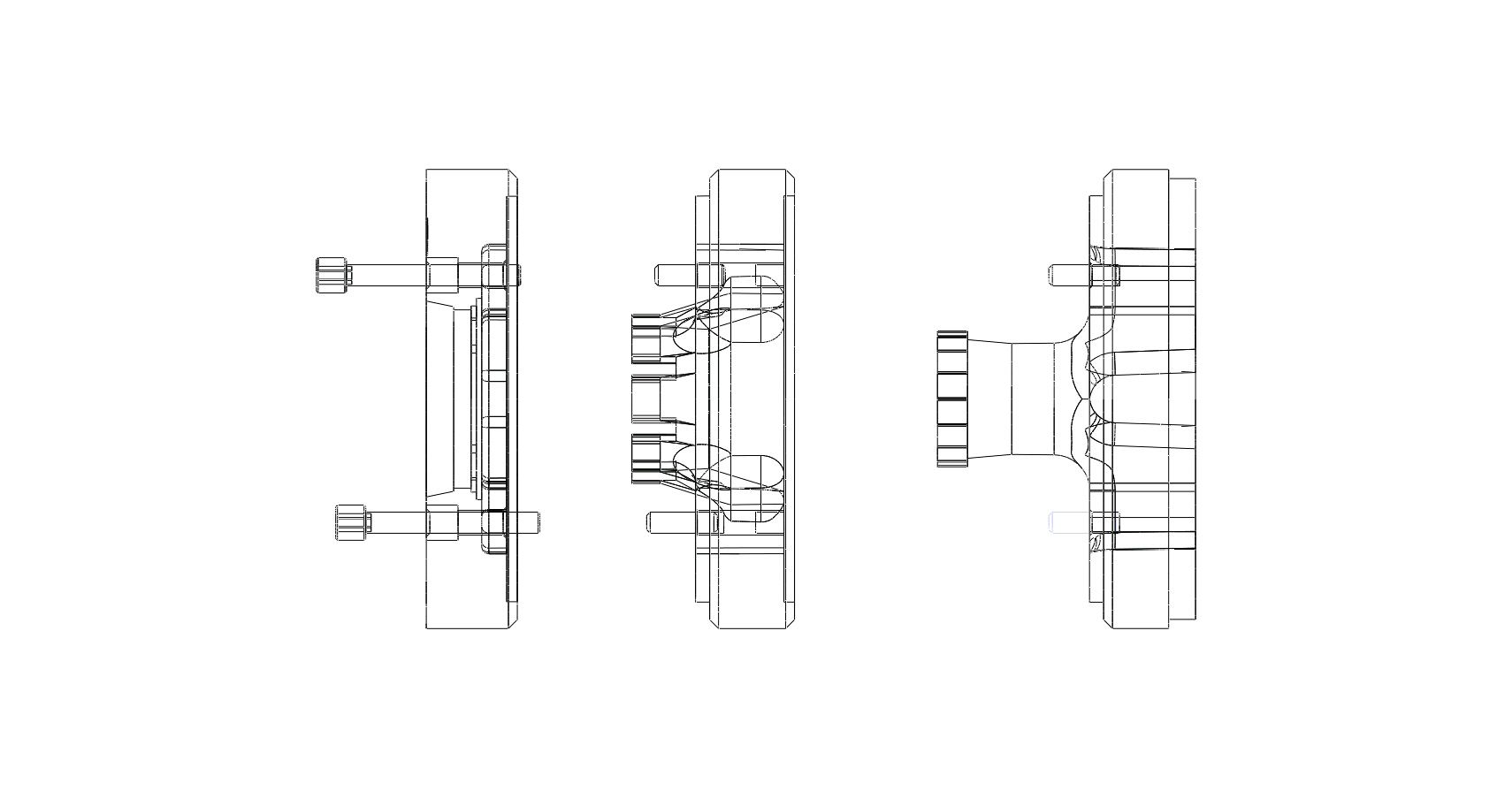
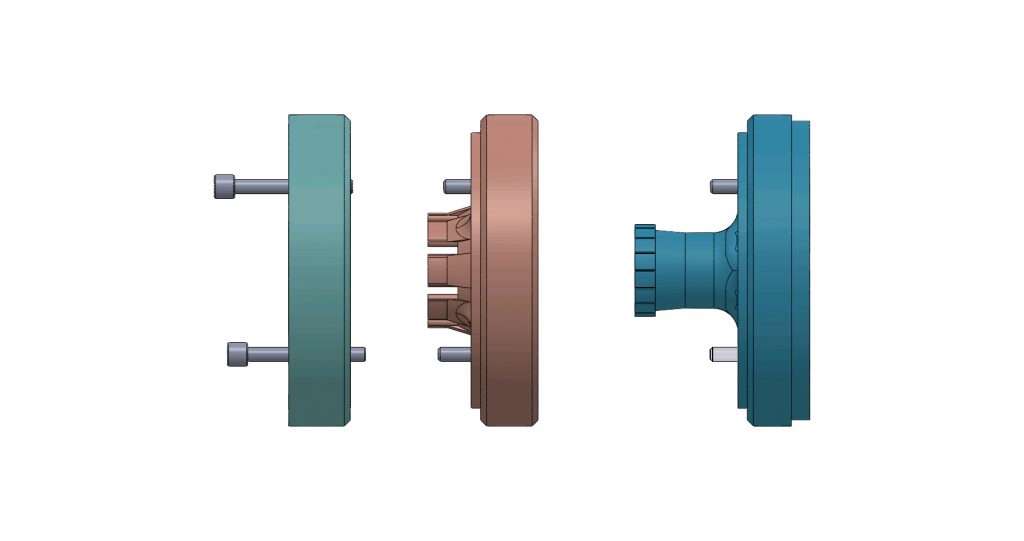
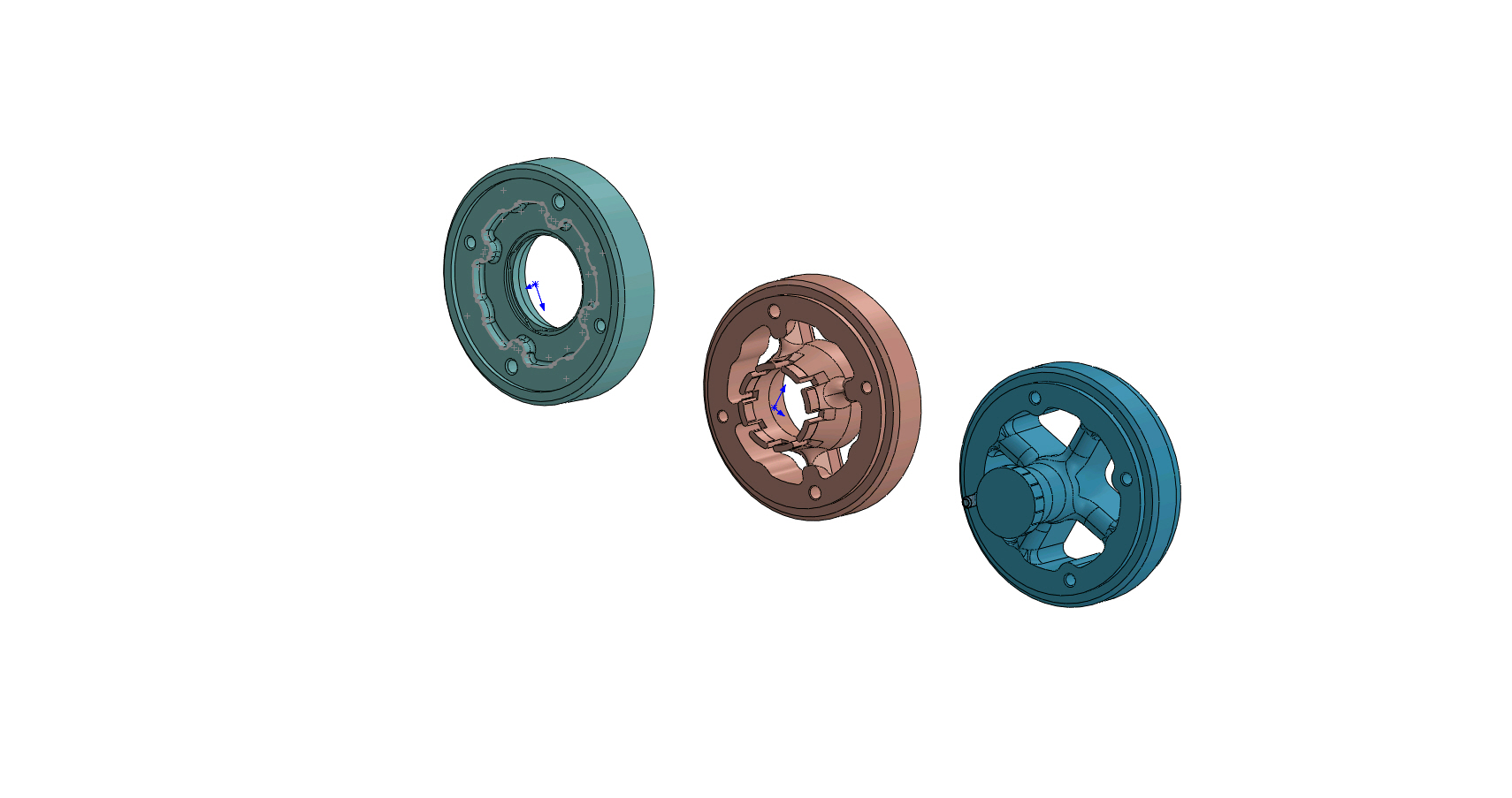
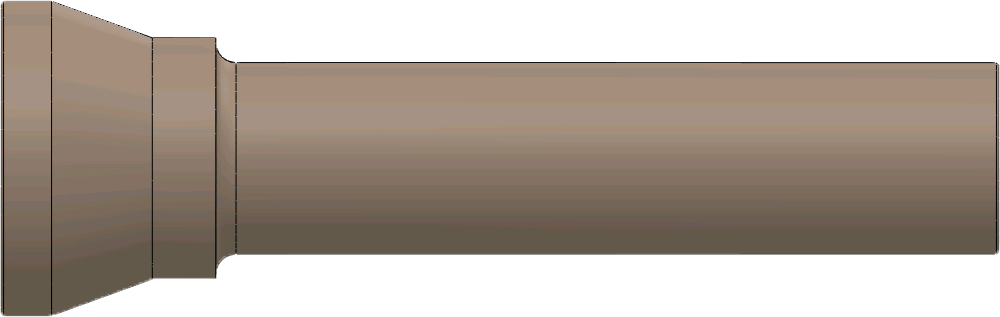
DUMMY BLOCK
The task of the dummy block seems easy at first sights, it is the part which is placed on the tip of the punch and which pushes the billet through the core to provide that it is taken out of the die. Actually, the efficiency and quality in Aluminum profile production depends on the dummy block. The dummy block is continuously exposed to high temperatures, temperature variations, pressure and mechanical stresses. Wear and tear in dummy blocks is regarded as normal; however the main problem is their very fast wearing. If the dummy block experiences a rapid wear, this decreases the performance of the whole system insomuch that it might cause it to shut down. A high operation cost merges as a result. It is essential to provide the suitable conditions such as an accurate centering of press, proper operating temperature, lubrication and regular maintenance in order that the dummy block operates with a good performance. In addition to these conditions, yet much more important is that there should be a sleeve with a homogeneous temperature distribution.
A properly operating dummy block transfers the power from the main cylinder to the high- temperature billet by means of the punch. This process is repeated over and over. The dummy block expands rapidly during the ring pressure and stops at such distance that it leaves an aluminum film layer on the core wall. A properly operating dummy block does not cause any stripping on the core wall for it closes up rapidly when returning. Besides its easy assembly-disassembly and maintainability features, the Extra Dummy block prevents the billet from going behind the one-side- worn ring by means of moving with the undesirable core contacts during the pressure by virtue of the “freemove” feature of the ring. Furthermore, the

CORE
In the extrusion process, the biota is the part which lies in the bucket.
The core is the most exposed to heat, rubbing and therefore abrasion in the extrusion process.
The corrosion resistance of the core material must be in the desired level of resistance to deformation. Various special materials can be used as well as hot work tool steels such as 1.2344 and 1.2367.
In order to extend the core life and to prevent possible extrusion errors, maintenance of the core at six months intervals should be carried out if necessary.
BLADE
Intermediate process blades are exposed to high temperatures. Usage of inadequate quality steel, and weak design cause fast destruction of the blades.